
جوش کاری و انواع آن
امروزه با پیشرفت علم و تکنولوژی جوشکاری یک کار خطرناک ولی در عین حال به شکل پر درآمد تبدیل شده است که هدف اصلی از این کار اتصال متریال های فلزی و غیر فلزی به هم دیگر می باشد . جوشکاری دارای انواع مختلفی می باشد که ما در این مقاله به تاریخچه جوشکاری و انواع آن می پردازیم و آن ها را مورد بررسی قرار می دهیم . لطفا تا انتهای این پست با ما همراه باشید ...
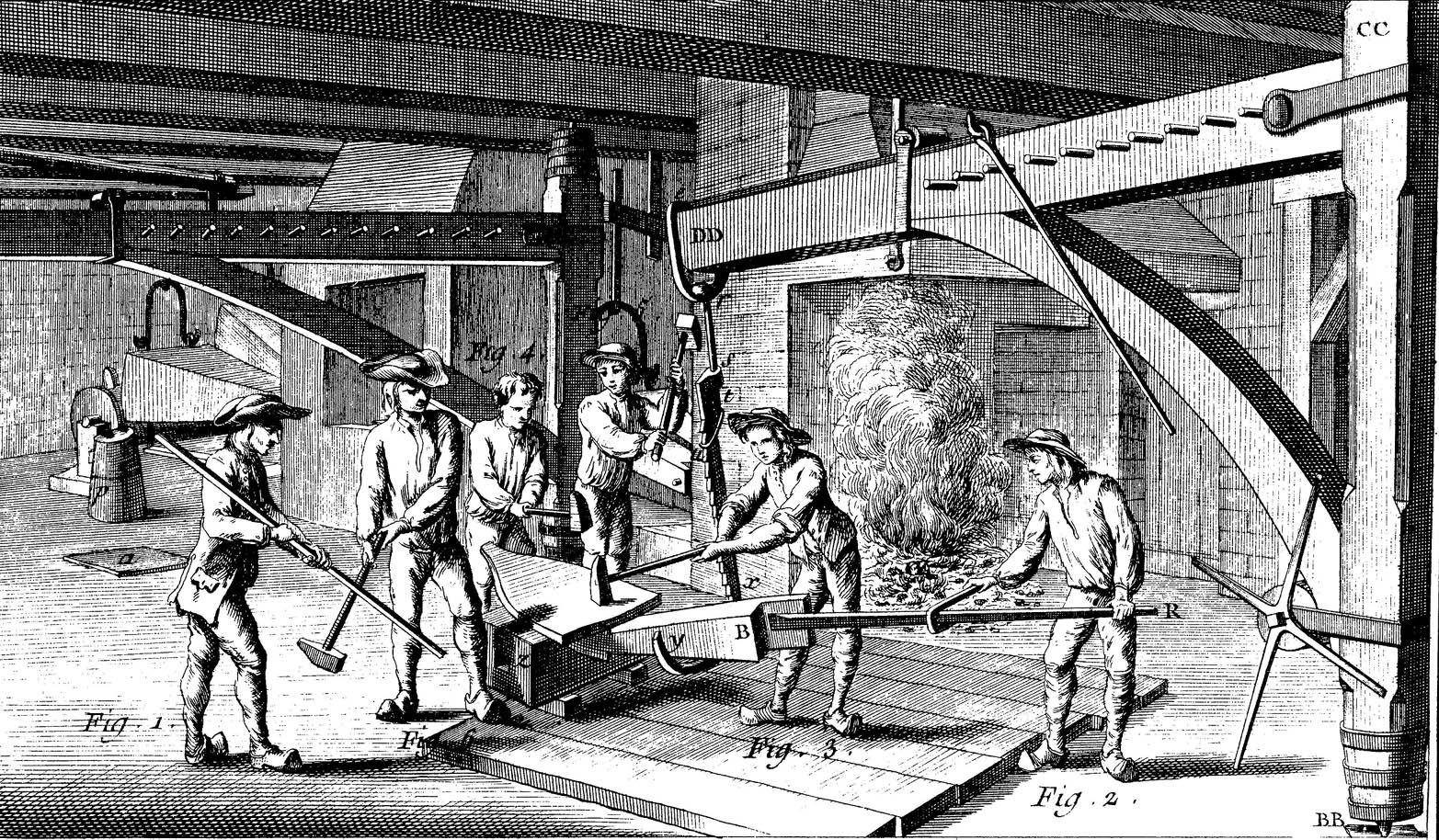
تاریخچه جوشکاری
قدیمی ترین نمونه استفاده از جوشکاری فلزات به عصر برنز باز می گردد و مربوط به جعبه های کوچک و استوانه ای شکلی است که با فشار لبه ها به هم متصل شده اند و دیرین شناسان زمان ساخت آنها را هزاره سوم پیش از میلاد مسیح تخمین می زنند . در طول عصر آهن و حدود هزاره دوم پیش از میلاد مسیح ، مصریان و اهالی کرانه مدیترانه چگونگی اتصال دو قطعه آهنی به کمک آهنگری را آموخته و با استفاده از آن ابزارآلات فراوانی ساختند . در طول عصر میانه و با پیشرفت هنر آهنگری ، وسایل فراوانی تولید شد که به وسیله چکش کاری به یکدیگر جوش داده می شدند . اولین نشانه های استفاده از فرآیند جوشکاری به شکل امروزی آن ، مربوط به این عصر است . جوشکاری آهنگری ابتدایی ترین شکل این فرایند است که در آن قطعات فلز به صورت سرد یا گداخته بر روی هم قرار گرفته و در اثر کوبیدن به یکدیگر متصل می شوند .
- سرانجام در سال ۱۸۸۱ یعنی حدود ۷۹ سال پس از کشف پتروف ، شخصی به نام موسیان قوس کربنی را برای ذوب فلزات به کار برد . حدود ۵ سال پس از آن و در سال ۱۸۸۶ یک دانشمند روسی به نام برناندوز اختراع روشی را به ثبت رساند که به وسیله آن قادر بود تا یک قطعه فلزی را با الکترود ذغالی به صورت موضعی و با ایجاد قوس الکتریکی بین قطعه و الکترود ذوب نماید . برناندوز در این روش دو قطعه فلزی را در فاصله ای مشخص از یکدیگر قرار داده و با استفاده از پدیده قوس و حرکت الکترود ذغالی در طول شکاف بین دو قطعه و وارد نمودن همزمان میله ای فلزی از جنس قطعه کار در داخل قوس الکتریکی ، حمام مذابی به وجود آورد که پس از منجمد شدن ، شکاف موجود را پر نموده و باعث به هم پیوستن این قطعات می گردید . در سال ۱۸۹۱ دانشمند دیگر روسی بنام اسلاویانوف ، روش الکترود ذوب شونده را اختراع نمود . او در این روش الکترود فلزی را جایگزین الکترود ذغالی کرد که همزمان علاوه بر ایجاد قوس وظیفه فلز پرکننده را نیز برعهده داشت . در روش الکترود ذوب شونده مذاب حاصل از الکترود فلزی در فاصله بین نوک الکترود و شکاف دو قطعه در معرض هوا قرار می گرفت که این امر باعث اکسید شدن مذاب و در نتیجه ایجاد اشکال در کیفیت جوش می شد . از طرف دیگر قوس الکتریکی ناپایدار بود که این امر به غیر یک نواختی بیشتر جوش دامن می زد .
- در سال ۱۹۰۵ یک صنعتگر سوئدی به نام اسکار جلبرگ الکترود فلزی پوشش دار را اختراع نمود . این الکترود با فرو بردن سیم آهنی در ترکیب غلیظی از کربنات و سیلیکات و سپس خنک کردن آن تهیه می شد . پوشش این الکترود قادر بود با تولید گاز و ایجاد سرباره ، مذاب حاصل از ذوب الکترود و فلزات پایه را در مقابل آثار نامطلوب تماس با هوا محافظت نماید . علاوه بر این ، پوشش الکترود باعث پایداری قوس الکتریکی و یکنواخت شدن جوش می گردید . با اختراع الکترود پوشش دار ، صنعت این امکان را یافت تا جوش هایی با استحکام معادل فلز پایه به وجود آورد .
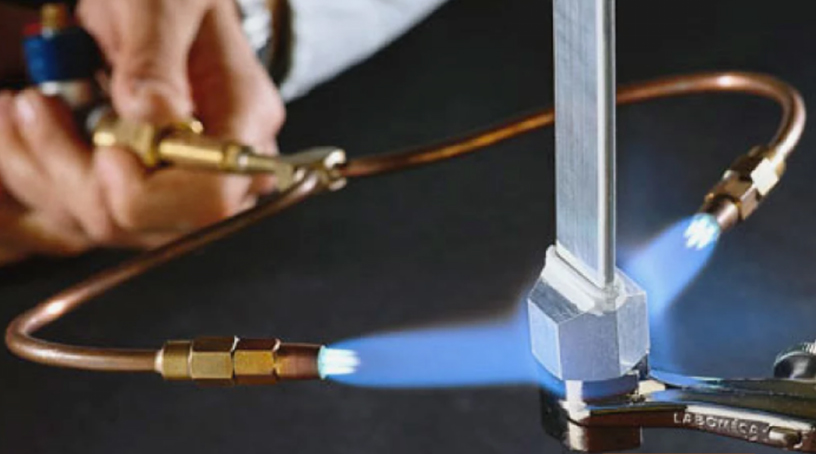
- در سال ۱۸۵۶ دانشمندی به نام ژول به فکر جوشکاری مقاومتی افتاد . پس از او الیهو تامسون بین سال های ۱۸۷۶ تا ۱۸۷۷ به طرح های ژول جامه عمل پوشاند و فرایند جوشکاری مقاومتی را معرفی نمود . در سال ۱۸۹۵ لوشاتلیه جوشکاری اکسی استیلن را ابداع و معرفی نمود که در آن ایجاد اتصال از طریق ذوب کردن فلز پایه توسط شعله حاصل از سوختن استیلن ، با استفاده از ماده مصرفی یا بدون آن، انجام می شد .
- در سال ۱۹۳۰ به طور همزمان در آمریکا و اتحاد جماهیر شوروی تحقیقاتی برای مخفی ساختن قوس الکتریکی و دست یابی به قوسی پایدار صورت گرفت که منجر به اختراع فرایند جوشکاری زیر پودری با استفاده از الکترود کربنی شد. در حدود سال ۱۹۳۵ این روش به شکل امروزی خود تغییر یافت و تبدیل به روشی اقتصادی برای جوشکاری شد .
- در سال ۱۹۵۳ لوبافسکی و نووشیلف جوشکاری روی الکترود مصرفی تحت گاز محافظ دی اکسید کربن را ابداع و معرفی نمودند . مزایایی مانند سرعت بالا ، کیفیت مناسب و امکان استفاده از گاز محافظ خنثی موجب شد تا این فرایند طرفداران زیادی پیدا کند .
- در سال ۱۹۵۰ به طور همزمان در کشورهای آمریکا و آلمان غربی جوشکاری با استفاده از پرتو الکترونی (EBW) توسعه یافت و در سال ۱۹۶۵ پرتو لیزری به منظور جوشکاری مدار های الکترونیکی مورد استفاده قرار گرفت . کاربردهایی که در آن ها فناوری های مرسوم قادر به ایجاد اتصال مطمئن نبودند ، از این فرایندها بسیار استقبال کردند .
- در سال ۱۹۹۱ انستیتو جوشکاری (TWI) واقع در کمبریج انگلستان یکی از جدیدترین روش اتصال فلزات را تحت عنوان فرآیند جوشکاری اصطحکاکی اغتشاشی (Friction Stir Welding [FSW]) معرفی نمود . این فرایند اولین بار برای جوشکاری آلیاژ های آلومینیم به کار برده شد و یکی از روش های جوشکاری حالت جامد (Solid State Welding) است .
- در حال حاضر جوشکاری یکی از مهمترین فرایندهای ساخت و تولید می باشد که در صنایع مختلف از قبیل نفت و گاز، سازه و تاسیسات، خودرو سازی ، واگن سازی ، کشتی سازی ، نظامی و هوا فضا ، نیروگاه ها ، الکترونیک و تجهیزات دقیق ، پزشکی و دیگر صنایع کاربردهای فراوانی دارد .

جوشکاری چیست
جوشکاری چیست ؟ جوشکاری یکی از بهترین و قدیمی ترین روش های مورد استفاده در صنعت به منظور اتصال دو قطعه می باشد ، فرآیند جوشکاری متناسب با نوع مواد مورد استفاده و یا محل انجام آن راهکار های مختلفی را پیش روی مهندسان و تکنسین هایی که به نوعی با جوشکاری سرو کار دارند قرار می دهد . جوشکاری را می توان فرآیندی دانست که در آن دو قطعه ی فلزی و حتی غیر فلزی بوسیله ی گرم کردن محل اتصال و یا ذوب کردن مواد اتصال به یکدیگر متصل می شوند . در عمل جوشکاری توجه به پارامتر های جوشکاری بسیار اهمیت دارد و اگر به این مورد توجه نشود ممکن است در نهایت محصول مناسبی تولید نشود .
- ذوب کردن مواد از روش های مختلفی قابل انجام است از این رو جوشکاری نیز دارای انواع و روش های مختلفی میباشد که از جمله روش های اصلی آن ها می توان به موارد زیر اشاره کرد :
- جوشکاری در حالت جامد
- جوشکاری مقاومتی
- جوشکاری با اکسیژن

انواع جوش کاری
- جوشکاری قوس با الکترود تنگستن با گاز محافظ
در این نوع جوشکاری از الکترود غیر مصرفی و تنگستن استفاده میشود. این یکی از معدود انواع جوشکاری است که میتواند بدون فلز پُرکننده انجام شود و فقط با استفاده از این دو فلز جوش داده میشود. در صورت تمایل میتوان یک فلز پُرکننده دیگر نیز اضافه کنید، اما باید آن را با دست اعمال کرد. مخزن گاز با این روش جوشکاری برای تأمین جریان ثابت گاز مورد نیاز برای محافظت از جوش ضروری است.این بدان معنا است که معمولاً در داخل محیط نیز میتوان از این نوع جوشکاری استفاده کرد. جوشکاری قوسی با الکترود تنگستن در پناه گاز محافظ، نوعی جوشکاری دقیق است که جوشها با ظاهری زیبا را ایجاد میکند که نیازی به تمیز کردن ندارند، زیرا هیچ پراکندهای ایجاد نمیکنند. با توجه به این صفات، این نوع جوشکاری، روشی تقریباً سخت است که نیاز به جوشکار ماهر دارد .
- جوشکاری قوسی با مفتول توپودری

این نوع جوشکاری مشابه جوشکاری MIG است. درواقع، جوشکارهای MIG اغلب وظایف بیشتری را نسبت به جوشکاری FCAW انجام میدهند. دقیقاً مانند جوشکاری MIG، یک سیم به عنوان الکترود و فلز پُرکننده بر روی سطح کار تغذیه میشود؛ اینجاست که همه چیز متفاوت جلوه میکند. برای جوشکاری قوسی با مفتول توپودری، سیم دارای هستهای از شار است (گدازآور) که باعث ایجاد سپر گازی در اطراف جوش میشود. این امر نیاز به گازرسانی خارجی را از بین میبرد. جوشکاری قوسی با مفتول توپودری برای فلزات ضخیمتر و سنگینتر مناسب است، زیرا این روش جوشکاری با حرارت بالا انجام میشود. به همین دلیل اغلب در تعمیر تجهیزات سنگین استفاده میشود. این یک فرآیند کارآمد است که زباله زیادی ایجاد نمیکند. از آنجا که دیگر نیازی به گاز خارجی نیست، این روش جوشکاری نیز کم هزینه است. مقدار کمی سرباره از خود باقی میگذارد و برای ساختن یک جوش زیبا و بینقص به کمی تمیز کاری نیاز دارد.
- جوشکاری قوسی فلز پپوشش دار

![]()
این فرآیند جوشکاری از دهه 1930 آغاز شد ، اما امروزه همچنان مورد استفاده قرار می گیرد . این جوش به عنوان یک روش محبوب برای جوشکاری تلقی می شود ، زیرا یادگیری آن آسان است و همچنین هزینه کم نیز برای کار کردن دارد . با این حال ، این شیوه ظریف ترین جوش ها را ایجاد نمی کند ، زیرا به راحتی می شکند . پاکسازی و تمیز کاردن آن نیز معمولاً ضروری است . یک الکترود ، نقش فلز پرکننده را ایفا میکند که از انتها به فلزات پایه متصل میشود و با ذوب شدنش ، جوش را ایجاد می کند . هنگام ایجاد قوس الکتریکی ، ابری از گاز را ایجاد کرده و از فلز در برابر اکسیداسیون محافظت می کند . با خنک شدن ، این گاز بر روی فلز به سربار تبدیل می شود . از آنجا که به گاز احتیاج ندارد ، این فرآیند حتی در هوای نامساعد مانند باران و باد نیز می تواند در بیرون از فضای بسته نیز استفاده شود . همچنین روی سطوح زنگ زده رنگ شده و کثیف نیز به خوبی کار کرده و این امر کار را برای تعمیر تجهیزات میسر می کند . این روش جوشکاری برای انوع فلزها نیز کاربردی است ، هرچند که برای فلزات نازک خیلی عالی نیست . جوشکاری دستی یک فرآیند بسیار ماهر و دارای یک برنامه یادگیری طولانی است .
- جوشکاری قوسی با گاز محافظ

جوشکاری MIG یکی از انواع جوشکاری است MIG مخفف گاز بی اثر فلز است ، گرچه گاهی اوقات جوش قوس فلزی گازی (GMAW) نیز نامیده می شود . این فرآیند بسیار سریع انجام میشود ، به طوری که فلز پُرکننده از طریق وند (Wand) تغذیه شود ، در حالی که برای جلوگیری از محافظت عناصر بیرونی ، گاز در اطراف آن تراوش میکند . این بدان معناست که برای استفاده در فضای باز خیلی عالی نیست . میتوان از این روش ، برای جوشکاری انواع مختلف فلز در ضخامت های مختلف استفاده کرد . فلز پرکننده یک سیم مصرفی است که از یک قرقره تغذیه می شود و به عنوان الکترود نیز عمل می کند . هنگامی که قوس از نوک سیم تا فلز پایه شکل می گیرد ، سیم ذوب شده و تبدیل به فلز پر کننده می شود . به این شکل جوش ایجاد می شود . سیم به طور مداوم از طریق گره تغذیه میشود و به جوشکار امکان می دهد با سرعت دلخواه کر کند . جوشکاری قوسی با گاز محافظ ، جوشی صاف و محکم تولید می کند که از نظر ظاهری بسیا زیبا است .
- جوشکاری قوس پلاسما
جوش قوس پلاسما مشابه GTAW است ، اما از قوس کمتری استفاده میکند و دقت جوش را افزایش میدهد. همچنین یک مشعل متفاوت دارد و دمای بسیار بالاتری را نیز به دست میآورد. گاز در داخل گره تحت فشار قرار میگیرد و پلاسما ایجاد میکند. سپس پلاسما یونیزه شده و آنرا رسانا می کند . این حالت اجازه میدهد تا قوس ایجاد شود و تحت درجه حرارات بالا، فلزات پایه را ذوب میکند. این روش اجازه می دهد تا جوش قوس پلاسما بدون فلز پرکننده انجام شود . جوشکاری قوس پلاسما اجازه میدهد تا جوشهای عمیق به جوشهای باریک نفوذ کرده و جوشهای زیبا و مستحکم تولید میکند. علاوه بر این، سرعت بالای جوشکاری نیز از فواید این روش است .
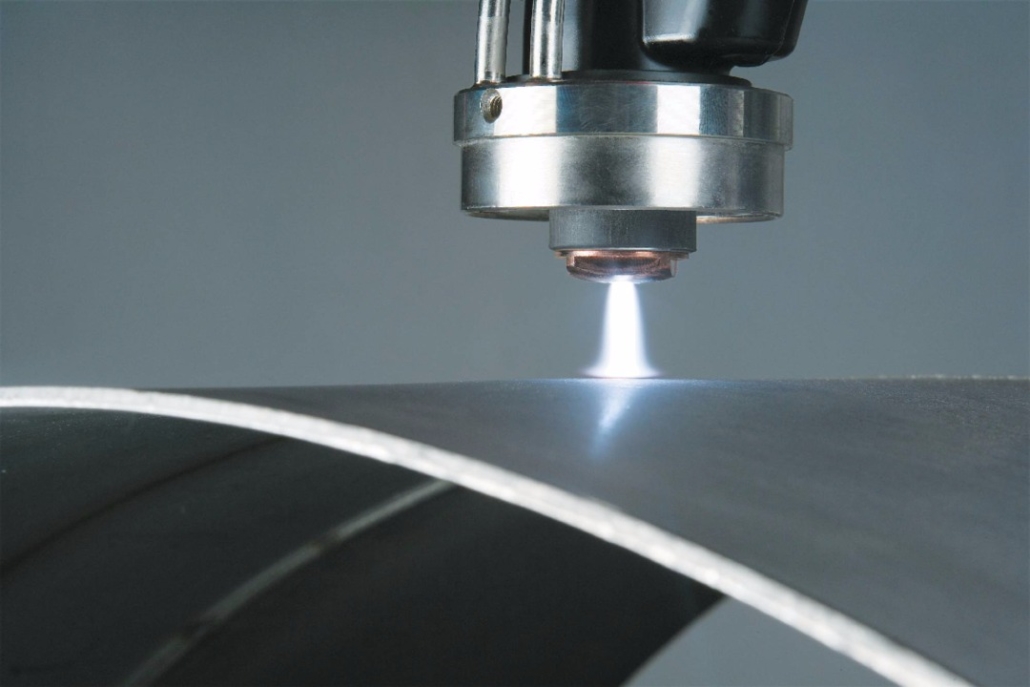
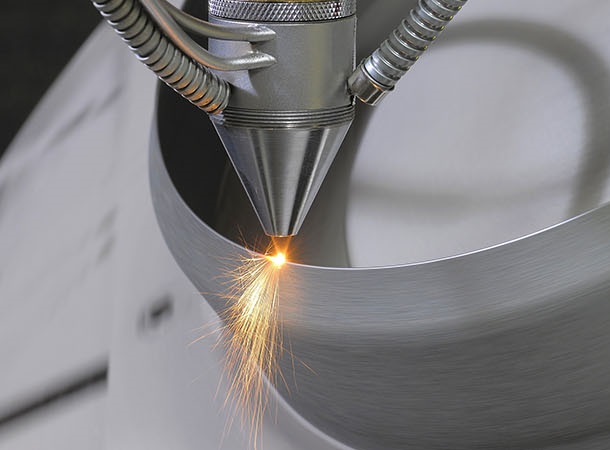
- جوشکاری پرتو لیزر
![]()
از این نوع جوشکاری می توان در فلزات یا ترموپلاستیک ها استفاده کرد . همانطور که از نام آن پیداست، استفاده از لیزر به عنوان منبع گرما برای ایجاد جوشها استفاده می شود . این نوع جوشکاری می تواند در فولاد های کربن دار ، فولاد ضد زنگ ، فولاد های HSLA ، تیتانیوم و آلومینیوم نیز استفاده شود . این روش همچنین به وفور در صنعت خودرو مورد استفاده قرار می گیرد .
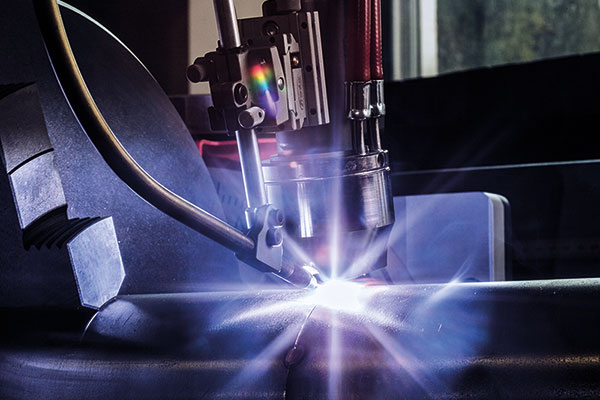
- جوشکاری پرتو الکترونی
![]()
از دیگر انواع جوشکاری است که یک پرتو با سرعت زیاد الکترون باعث ایجاد گرما از طریق انرژی جنبشی میشود و دو ماده را با هم جوش میدهد. این روش، جوشکاری بسیار پیچیدهای است که توسط دستگاه و در خلاء انجام میشود .
- جوشکاری هیدروژن
روش هیدروژن اتمی نوعی جوشکاری با حرارت بسیار بالا است که در گذشته به عنوان جوشکاری قوس اتمی شناخته می شد . این نوع جوشکاری شامل استفاده از گاز هیدروژن برای محافظت از دو الکترود ساخته شده از تنگستن است . این می تواند به دمای بالاتر از مشعل استیلن برسد و با یا بدون فلز پرکننده قابل انجام است . این یک شکل قدیمیتر از جوشکاری است که در سالهای اخیر جوشکاری MIG جایگزین آن شده است.
- جوشکاری الکترواسلگ

این فرآیند پیشرفته جوشکاری است که برای جوشکاری لبه نازک دو صفحه فلزی به صورت عمودی استفاده میشود. به جای اینکه جوش در قسمت خارجی مفصل اعمال شود، بین لبه های دو صفحه قرار میگیرد. یک سیم الکترود مس از طریق یک لوله راهنمای فلزی مصرفی تغذیه میشود که به عنوان فلز پرکننده عمل می کند . سپس یک جوش در پایین درز شروع میشود و به آرامی به سمت بالا حرکت میکند تا کاملاً درز را بپوشاند . این یک فرآیند، روشی خودکار است و توسط دستگاه انجام میشود .
جمع بندی
در این مقاله به تاریخچه ، تعریف و انواع جوشکاری ها پرداخیتم . جوشکاری نیز همانند کار های دیگر نیازمند ابزار هایی از قبیل دستگاه جوش و کابل و ... می باشد که شرکت های مختلفی نیز در تولید و عرضه این ابزار ها فعالیت دارند که رونیکس ، آروا ، توسن و ... نمونه ای از این شرکت ها می باشد که محصولات با کیفیتی تولید و به بازار عرضه می کنند . شما برای عزیزان می توانید برای خرید دستگاه جوش و ابزار های متنوع دیگر به سایت خاجی کالا مراجعه کنید و خریدی مقرون به صرفه ای را تجربه کنید .
محصول پیشنهادی

اینورتر جوشکاری 200 آمپر آروا مدل 2160
آروا مدل 2160 دارای سیستم جوش IGBT می باشد . این دستگاه مجهز به پیچ جریان جوشکاری جهت ایجاد جریان دلخواه و نیز صفحه نمایش دیجیتال رنگی جهت نمایش مقدار جریان می باشد . وزن کم و حجم کم این دستگاه کار را بسیار آسان کرده است . این اینورتر مجهز به ولوم ARC FORC می باشد . اینورتر جوشکاری Digital plus 200 مدل 2160 امکان استفاده از الکترود های سایز 2.5 و 3.2 و 4 سلولزی و 5 مقطعی سلولزی را به کاربر می دهد . همچنین ای دستگاه دارای دکمه انتخاب الکترود و دکمه انتخاب عملکرد و دکمه حالت جوشکاری می باشد .
آدرس سایت : www.khajikala.ir
آدرس اینستا : https://www.instagram.com/khaji_kala

